
Aluminum Circle for Cookware Supplier
When cookware manufacturers source raw materials, aluminum circle for cookware is one of the most critical inputs in the production process. The quality of the aluminum circle directly affects the final product — how well a pan draws, how evenly it conducts heat, how cleanly it anodizes, and how long it lasts in daily use.
This guide covers everything cookware manufacturers and procurement teams need to know: what aluminum circles are, how they are made, key specifications, alloy and temper selection, surface requirements, standard sizes, price factors, and how to choose reliable suppliers.



1. What Is an Aluminum Circle for Cookware?
An aluminum circle for cookware is a round aluminum blank punched or cut from aluminum sheet or coil. It is the starting material for manufacturing pots, pans, frying pans, woks, pressure cookers, rice cooker parts, kettles, and other kitchen products.
It is also called:
- Aluminum disc for cookware
- Aluminum blank for cookware
- Aluminum circle blank
- Aluminium disc
- Aluminium circle
- Round aluminum blank
- Deep drawing aluminum circle
The circle is formed into the final cookware shape by deep drawing, spinning, or stamping. The quality of the circle determines how cleanly and consistently this forming process works.
2. Why Aluminum Is the Standard Material for Cookware
Aluminum is the dominant material for cookware blanks worldwide. The reasons are practical and economic.
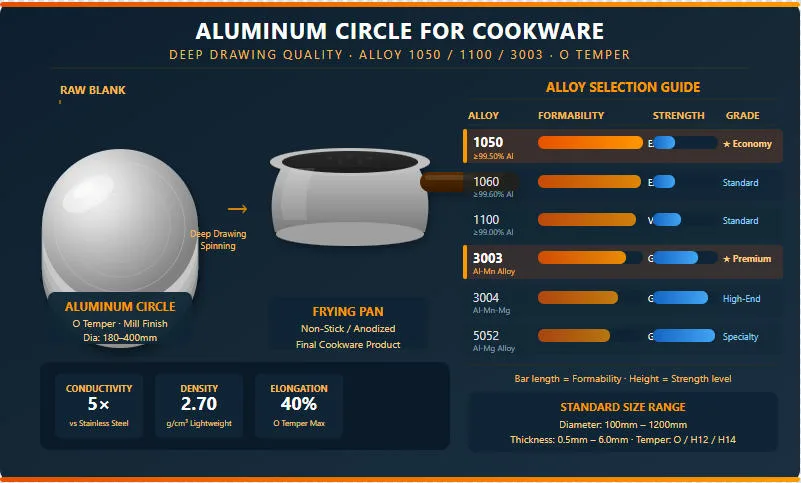
Thermal conductivity is the primary reason. Aluminum conducts heat about five times better than stainless steel. This means faster, more even heating across the cooking surface — a key performance requirement for quality cookware.
Light weight makes aluminum cookware easier to handle. A typical aluminum frying pan weighs significantly less than an equivalent stainless steel pan.
Formability allows complex cookware shapes to be produced by deep drawing with minimal material cracking. Aluminum flows well under forming pressure.
Cost is lower than stainless steel or copper for equivalent thermal performance.
Compatibility with non-stick coatings, anodizing, and hard-anodizing processes makes aluminum suitable for a wide range of finished cookware products.
3. Alloy Selection for Aluminum Circles for Cookware
Alloy is the most important specification decision for cookware circles. Different alloys offer different combinations of strength, formability, surface quality, and anodizing performance.
1050 Aluminum Circle for Cookware
1050 aluminum contains at least 99.50% aluminum. It is the most common alloy for cookware blanks in standard and economy product lines.
Key advantages:
- Excellent deep drawing performance
- Soft and highly formable in O temper
- Good thermal conductivity
- Clean surface for non-stick coating
- Cost-effective
Best for: standard pots, pans, frying pans, lids, rice cooker parts.
1060 Aluminum Circle for Cookware
1060 aluminum contains at least 99.60% aluminum. It is slightly purer than 1050 and offers marginally better electrical and thermal conductivity.
Best for: cookware where slightly higher purity is specified, some electrical heating applications.
1100 Aluminum Circle for Cookware
1100 aluminum is a commercial-purity alloy with at least 99.00% aluminum. It has slightly higher strength than 1050 and 1060 while maintaining good formability.
Best for: general cookware, food processing equipment, moderate forming applications.
3003 Aluminum Circle for Cookware
3003 aluminum is an aluminum-manganese alloy. It is about 20% stronger than 1100 while maintaining good formability. It is widely selected for mid-range and premium cookware.
Key advantages:
- Higher strength than pure aluminum alloys
- Good deep drawing performance
- Good corrosion resistance
- Suitable for hard anodizing
Best for: quality frying pans, woks, pressure cooker bodies, premium pots.
3004 and 3104 Aluminum Circle for Cookware
These alloys offer higher strength than 3003. They are selected for cookware requiring better dent resistance and structural performance.
5052 Aluminum Circle for Cookware
5052 aluminum is an aluminum-magnesium alloy with good strength and excellent corrosion resistance. It is sometimes selected for specialty cookware and food service equipment.
Alloy Comparison Summary
| Alloy | Purity / Type | Strength | Formability | Anodizing | Typical Cookware Use |
|---|---|---|---|---|---|
| 1050 | ≥99.50% Al | Low | Excellent | Good | Standard pots, pans, lids |
| 1060 | ≥99.60% Al | Low | Excellent | Good | Standard cookware, heating parts |
| 1100 | ≥99.00% Al | Low-Med | Excellent | Good | General cookware |
| 3003 | Al-Mn | Medium | Good | Very good | Quality pans, woks, pressure cookers |
| 3004 | Al-Mn-Mg | Med-High | Good | Good | Premium cookware, dent-resistant |
| 5052 | Al-Mg | High | Good | Good | Specialty cookware, food service |
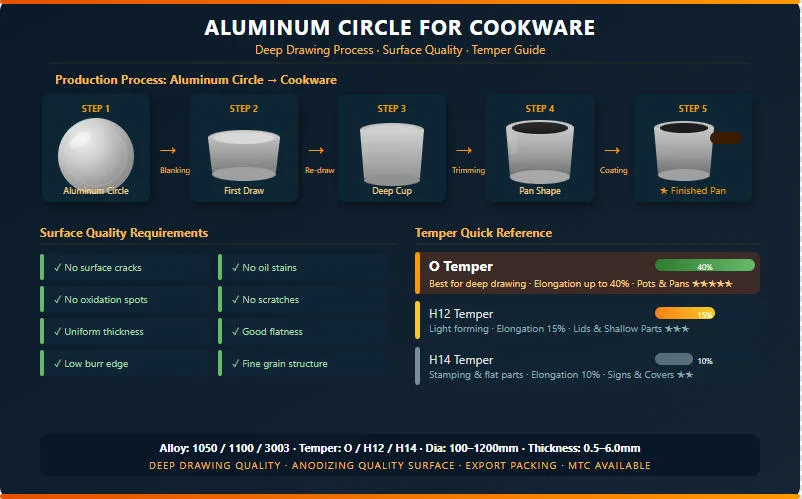
4. Temper Selection for Cookware Circles
Temper determines how soft or hard the aluminum circle is when it arrives at the cookware factory. The right temper depends on the forming method and the depth of draw required.
O Temper (Annealed)
O temper is the softest condition. The aluminum has been fully annealed. It has maximum elongation and minimum strength.
- Elongation: 20–40% depending on alloy
- Tensile strength: lowest range
- Forming: best for deep drawing and spinning
- Cracking risk: lowest
O temper is the standard for most cookware deep drawing. Frying pans, sauce pans, pressure cooker bodies, and deep pots are typically produced from O temper circles.
H12 and H14 Temper
These are partial hard tempers. They offer more strength than O but less elongation. They are suitable for:
- Shallow forming
- Stamped lids
- Flat cookware parts
- Components with limited draw depth
For deep drawing of pots and pans, H12 and H14 are generally not preferred because the reduced elongation increases cracking risk.
Temper Summary for Cookware
| Temper | Elongation | Strength | Deep Drawing | Shallow Forming |
|---|---|---|---|---|
| O | Very high | Low | ✅ Best choice | ✅ Suitable |
| H12 | Medium | Low-Med | ⚠️ Limited depth only | ✅ Good |
| H14 | Medium-Low | Medium | ❌ Not recommended | ✅ Good |
5. Standard Sizes of Aluminum Circles for Cookware
Cookware factories use a wide range of circle sizes. The diameter and thickness depend on the type of cookware being produced.
Thickness Range
| Thickness | Typical Application |
|---|---|
| 0.5 – 1.0 mm | Thin lids, lightweight inserts |
| 1.0 – 1.5 mm | Standard lids, shallow parts |
| 1.5 – 2.5 mm | Standard frying pans, sauce pans |
| 2.5 – 4.0 mm | Quality pans, woks, heavy-duty pots |
| 4.0 – 6.0 mm | Pressure cooker bodies, heavy pots |
Diameter Range
| Diameter | Typical Cookware Product |
|---|---|
| 100 – 150 mm | Small lids, inserts, milk pan blanks |
| 150 – 200 mm | Small frying pans, sauce pan blanks |
| 200 – 260 mm | Standard frying pans (20–26 cm) |
| 260 – 320 mm | Large frying pans, woks |
| 320 – 400 mm | Extra-large pans, stock pot blanks |
| 400 – 600 mm | Large woks, industrial cookware |
| 600 – 1200 mm | Oversized industrial blanks |
Most residential cookware uses circles in the 180 mm to 360 mm diameter range. The exact size must account for the drawing ratio and edge trim during production.
6. Surface Quality Requirements for Cookware Circles
Surface quality is a critical specification for cookware aluminum circles. Poor surface quality causes problems in every downstream process — forming, coating, anodizing, and polishing.
What Good Surface Quality Means
A cookware-grade aluminum circle should have:
- No cracks — surface or edge cracks cause forming failures
- No scratches — visible scratches appear after anodizing or polishing
- No oil stains — contamination affects coating adhesion
- No oxidation spots — dark spots appear after anodizing
- No roll marks — rolling defects show after forming
- No inclusions — material impurities cause surface pits
- Uniform thickness — variation causes uneven forming
- Good flatness — warped blanks cause problems in forming tools
- Low burr edge — sharp edges damage tooling and coating
Surface Finish Options
| Surface | Description | Typical Use |
|---|---|---|
| Mill finish | Standard as-rolled surface | Standard cookware, non-stick coating |
| Bright finish | Polished or bright-rolled surface | Anodizing, polished cookware |
| Cleaned surface | Degreased, no oil residue | Sensitive coating processes |
| Anodizing quality | Premium surface, tight tolerances | Hard anodized and decorative cookware |
For hard anodized cookware, anodizing quality surface is recommended. Any surface defect becomes visible and exaggerated after hard anodizing.
7. Deep Drawing Performance: The Most Important Test
For cookware manufacturers, deep drawing performance is the real test of aluminum circle quality. A circle can pass all chemical and mechanical tests and still crack during production if the microstructure or surface is not suitable for deep drawing.
Key Factors That Affect Deep Drawing Performance
Grain structure — fine and uniform grain gives better formability. Coarse or uneven grain causes localized thinning and cracking during drawing.
Elongation — higher elongation means more material flow before cracking. O temper maximizes elongation.
Anisotropy — the rolling direction affects how the material flows in different directions. Good cookware circles have controlled anisotropy that gives even wall thickness in the drawn part.
Lubrication — some circles are supplied with light oil for drawing. The lubricant must be compatible with downstream coating processes.
Edge condition — a clean, low-burr edge prevents edge cracking during drawing.
Deep Drawing Ratio
The drawing ratio (blank diameter divided by punch diameter) determines how much the material must deform. For aluminum circles:
- Drawing ratio up to 1.8–2.0 is standard for most cookware
- Higher ratios require annealed temper and premium grain structure
- Very deep pots may require multi-stage drawing with intermediate annealing
Ask your supplier whether the circle material has been tested for your specific drawing ratio.
8. Aluminum Blanks: Edge and Tolerance Specifications
The term aluminum blanks refers to the same product as aluminum circles — round flat blanks ready for forming. When ordering, specify edge and tolerance requirements clearly.
Diameter Tolerance
| Diameter Range | Standard Tolerance |
|---|---|
| Up to 300 mm | ± 0.5 mm |
| 300 – 600 mm | ± 1.0 mm |
| Over 600 mm | ± 1.5 mm |
Tighter tolerances are available on request.
Thickness Tolerance
Standard thickness tolerance for cookware circles follows EN 485 or ASTM B209 depending on the region. Typical values:
- For thickness 1.0–2.0 mm: ± 0.08–0.12 mm
- For thickness 2.0–4.0 mm: ± 0.10–0.15 mm
- For thickness 4.0–6.0 mm: ± 0.15–0.20 mm
Edge Options
| Edge Type | Description | Recommendation |
|---|---|---|
| Sheared edge | Standard punched edge, small burr | Suitable for most production |
| Deburred edge | Burr mechanically removed | Recommended for deep drawing |
| Rounded edge | Edge radius applied | Best for high-quality tooling protection |
9. Aluminum Circle Ring vs Aluminum Circle
Some buyers search for aluminum circle ring when they need a washer-shaped or annular aluminum blank — a flat ring with a hole in the center. This is different from a solid aluminum circle.
| Product | Shape | Typical Use |
|---|---|---|
| Aluminum circle | Solid round disc | Cookware blanks, forming, spinning |
| Aluminum circle ring | Round ring with center hole | Gaskets, decorative rings, engineering parts |
| Aluminum rings | Same as circle ring | Sealing components, industrial washers |
For cookware production, solid aluminum circles are used as the starting blank. The center material becomes the cookware base and wall.
10. Packaging for Export Shipment
Cookware factories often import aluminum circles in bulk. Proper packaging protects the surface quality during transport.
Standard Packaging Options
| Packaging | Description | Suitable For |
|---|---|---|
| Interleaved paper | Paper between each disc | Prevents surface scratching |
| Wooden pallet | Circles stacked on pallet | Standard export shipping |
| Carton box | Small diameter circles in box | Air freight or small orders |
| Moisture barrier film | Wrapped coil or pallet | Ocean freight, humid climates |
| Steel strapping | Pallet bound with strapping | Heavy loads, long transit |
For bright finish and anodizing quality circles, interleaved paper between each disc is strongly recommended. Direct contact between discs causes surface scratches that are visible after anodizing.
11. Price Factors for Aluminum Circles for Cookware
The price of aluminum circles for cookware depends on several variables.
| Factor | Effect on Price |
|---|---|
| Alloy | 5052 > 3003 > 1100 > 1050 |
| Temper | O temper may need extra annealing step |
| Diameter | Larger diameter increases material and scrap |
| Thickness | Thicker = more material per disc |
| Surface quality | Anodizing quality costs more than mill finish |
| Edge condition | Deburred and rounded edge adds cost |
| Quantity | Larger orders reduce unit cost |
| Packaging | Export packing with interleaved paper adds cost |
| Certification | Test reports and third-party inspection add cost |
| LME aluminum price | Base metal price changes with market |
For budget planning, always request a quotation with your exact diameter, thickness, alloy, temper, and quantity. The scrap rate from blanking varies significantly with diameter and sheet size.
12. How to Order: RFQ Checklist
Send the following information when requesting a quotation for aluminum circles for cookware:
- Alloy: 1050 / 1060 / 1100 / 3003 / other
- Temper: O / H12 / H14
- Thickness: mm, with tolerance requirement
- Diameter: mm, with tolerance requirement
- Surface: mill finish / bright finish / anodizing quality
- Edge: sheared / deburred / rounded
- Application: deep drawing / spinning / stamping
- Final product: frying pan / pot / lid / wok / other
- Quantity: pieces or metric tons
- Packaging: interleaved paper / wooden pallet / carton
- Certification: mill test certificate, chemical analysis report
- Delivery term: FOB / CIF / DDP
- Destination port or address
13. Why Source Aluminum Circles for Cookware From Us
We supply aluminum circles for cookware to manufacturers across Asia, the Middle East, Europe, and the Americas.
Our advantages:
✅ Full alloy range — 1050, 1060, 1100, 3003, 3004, 5052, and others
✅ O, H12, and H14 tempers available
✅ Deep drawing quality — tested for your forming process
✅ Anodizing quality surface available
✅ Custom diameter and thickness — any size from 100 mm to 1200 mm
✅ Interleaved paper packaging for surface protection
✅ Mill test certificate with every order
✅ Chemical composition and mechanical property reports
✅ Competitive factory pricing — direct from mill
✅ Export experience — supply to cookware factories worldwide
✅ Fast RFQ response — reply within 24 hours
Frequently Asked Questions
Q: What alloy is best for aluminum circles for cookware?
A: For standard cookware, 1050 or 1100 aluminum in O temper is most common. For premium and hard-anodized cookware, 3003 aluminum is widely specified.
Q: What temper should I order for deep drawing cookware?
A: O temper (fully annealed) gives the best deep drawing performance. It has the highest elongation and lowest cracking risk.
Q: What is the standard thickness for frying pan blanks?
A: Most frying pan circles are 1.5 mm to 3.0 mm thick. The exact thickness depends on the pan size and quality level.
Q: Can aluminum circles be supplied with anodizing quality surface?
A: Yes. We supply anodizing quality aluminum circles with clean, defect-free surface suitable for hard anodizing and decorative anodizing.
Q: What is the difference between aluminum circle and aluminum blank?
A: They are the same product. Aluminum circle, aluminum disc, and aluminum blank all refer to round flat aluminum pieces used as forming stock.
Q: What is an aluminum circle ring?
A: An aluminum circle ring is a ring-shaped blank with a center hole. It is different from a solid aluminum circle used for cookware. Solid circles are used for cookware production.
Q: How should aluminum circles be packed for ocean freight?
A: Interleaved paper between each disc, stacked on a wooden pallet, wrapped in moisture-barrier film, and bound with steel strapping.
Conclusion
Aluminum circle for cookware is a precision product. Alloy, temper, diameter, thickness, surface quality, and edge condition all affect how well the circle performs in deep drawing and how good the final cookware looks and functions.
Choosing the right specification from the start saves material waste, forming failures, and rework costs. Whether you produce standard non-stick frying pans or premium hard-anodized cookware, the aluminum circle is where quality begins.
Contact us with your diameter, thickness, alloy, temper, quantity, and application. We will respond with pricing and samples within 24 hours.
